咨询热线: 18018428808
咨询热线: 18018428808
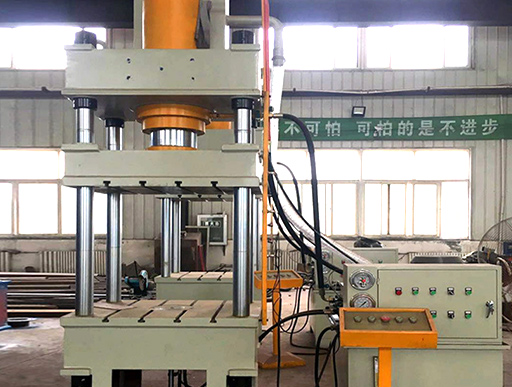
5吨小型液压机采用自动调模技术,采用双向对流阀进行调控,中间控制程序来调节气缸所需要的高度,不易损伤模具;采用四柱式结构,活动板与工作面平行精度高,四个精密导套使下压垂直精度高;油缸采用可调式;上压板移动机构由油缸、直线轴承、4立柱导杆、模具、模具气动夹紧装置、真空吸盘等部件组成。
1.5吨小型液压机床以1-14MPA的液体压力为动力源,外接三相AC380V 50HZ或三相AC220 60HZ交流电源.总耗电功率不超过8.5KW;
2.液压机以液体作为介质来传递能量,效率高,保压时间可在0-24小内自由调整;
3.设备待机时噪音比同类产品要小很多;
4.上下工作面装有热处理后的发热板,开有通用的T型槽固定模具,采用智能温控器PID控制.精度高,温度误差±1℃以内;
5.采用四柱三板式结构,活动板的垂直精度由四个精密导套控制,下工作面与上工作面任意点的平行精度达到0.08MM以下;
6.采用可调式定位油缸,下死点定位精度高,重复精度达到0.01mm以下保证压印深度;
7.具有自动计数功能,分手动和半自动两种控制方式,手动可将压装上模停在任意行程范围内,配有紧急回升按钮,也可加装红外线护手装置;
8.主轴的下降速度为88MM/S;
9.压力、压制行程、保压时间、闭合高度客户均可自行调整,方便操作;

用氧-乙炔火焰烤划伤部位(掌握温度,避免表面退火),将常年渗金属表面的油烤出来,烤到没有火花四溅。
将划伤部位用角磨机表面处理,打磨深度1毫米以上,并沿缸筒外壁打磨出沟槽,是燕尾槽。划伤两端钻孔加深,改变受力情况。
用脱脂棉蘸丙酮或无水乙醇将表面清洗干净。
将调和均匀修复材料涂抹到划伤表面;一层要薄,要均匀且全部覆盖划伤面,以确保材料与金属表面好的粘接,再将材料涂至整个修复部位后反复按压,确保材料填实并达到所需厚度,使之比缸筒外壁表面略高。
材料在24℃下完全达到各项性能需要24小时,为了节省时间,可以通过卤钨灯提高温度,温度每提升11℃,固化时间就会缩短一半,固化温度70℃。
材料固化后,用细磨石或刮刀,将高出缸筒外壁表面的材料修复平整,施工完毕。

公司具有二十多年的生产经验,设计、生产各种型号的液压机等设备,我司在扩大国内市场的同时,不断开拓国际市场.历年来产品远销至美国、澳大利亚、新加坡、马拉西亚、韩国及东南亚等国家,并获得了良好信誉。如有需要可随时登陆网站在线咨询。
 1200吨液压机
1200吨液压机
 天津液压机械厂家
天津液压机械厂家
 快速液压机
快速液压机
 液压机设备
液压机设备
 液压机定做
液压机定做
 315吨液压机
315吨液压机