咨询热线: 18018428808
咨询热线: 18018428808

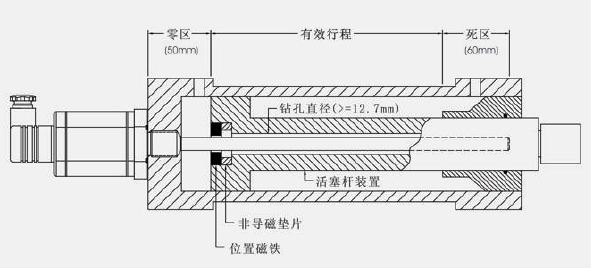
产品介绍:液压缸筒的材料: (1)缸筒的毛坯普遍采用退火的冷拔或热轧的无缝钢管,市场上已有内孔经过珩磨或内孔经过精加工的半成品,只需按所要求的长度切割无缝钢管,材料有20、35、
咨询热线:18018428808液压缸筒的材料:
(1)缸筒的毛坯普遍采用退火的冷拔或热轧的无缝钢管,市场上已有内孔经过珩磨或内孔经过精加工的半成品,只需按所要求的长度切割无缝钢管,材料有20、35、45号钢和27SiMn合金钢。
(2)对于工作温度低于-50℃的液压缸缸筒,须用35号或45号钢,且要作调质处理。
(3)与缸盖或法兰焊接的缸筒,使用35号钢,机械预加工后再调质。不与其他零件焊接的缸筒,使用调质的45号钢。
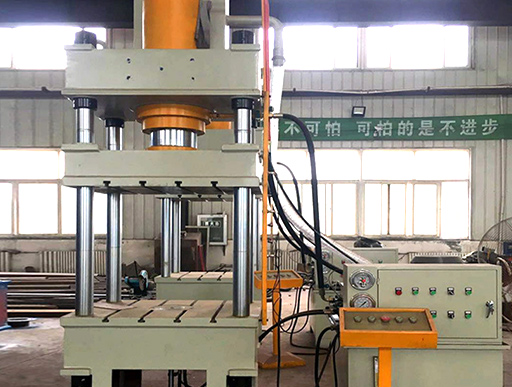
(4)液压缸缸壁较厚的缸筒,采用铸铁或锻件,或用厚钢板卷成筒形,焊接后退火,焊缝需用X射线或磁力探伤检查。常用的材料有碳素钢:20、35、45号等;普通低合金结构钢如15MnV、27SiMn等;合金结构钢如30CrMo、35CrMo、35CrMo-ALA等;不锈钢如Cr18Ni9等;铝合金如ZL105、LF3、LF6等;铸钢如ZG230-450、ZG310-500等;防锈铝合金如5A03、5A06等。四柱液压机


上一篇:液压缸筒
下一篇:液压缸筒
 1200吨液压机
1200吨液压机
 天津液压机械厂家
天津液压机械厂家
 快速液压机
快速液压机
 液压机设备
液压机设备
 液压机定做
液压机定做
 315吨液压机
315吨液压机
我们将会在最短的时间内与您取得联系(严格保护信息不会泄漏,请放心填写)
 四柱液压机客户案例
四柱液压机客户案例
 四柱液压机客户案例
四柱液压机客户案例
 四柱液压机客户案例
四柱液压机客户案例
 液压油缸客户案例
液压油缸客户案例
 四柱液压机客户案例
四柱液压机客户案例
 四柱液压机客户案例
四柱液压机客户案例